透视焊接热过程:红外监测赋能摩擦焊接智能化升级 |
[ 信息发布:本站 | 发布时间:2026-01-15 | 浏览:489次 ] |
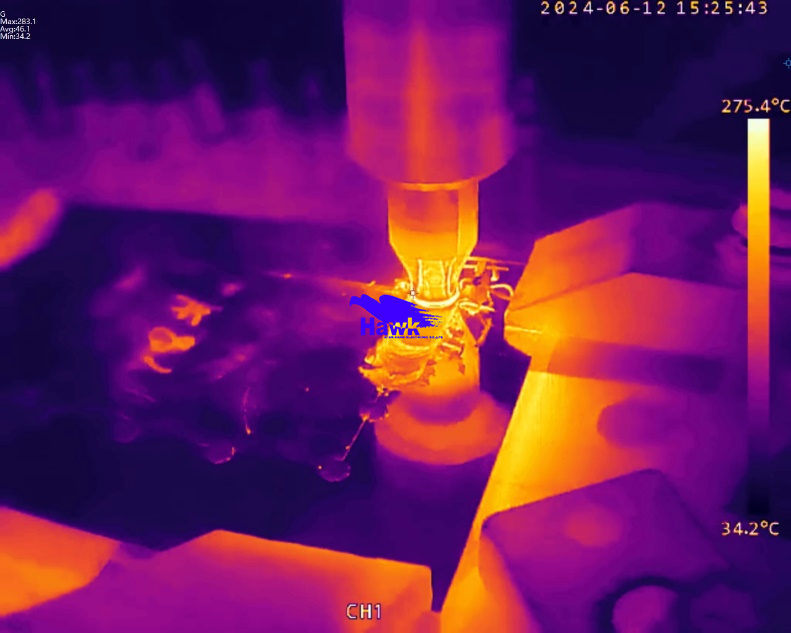
目前用户在焊接过程中无法直观有效的掌握焊接点的温度情况,仅通过技术工人的经验来操作控制。需要工人长期的经验积累,并且也容易出现较大温差,无法保证焊接质量。因此,该用户希望能够直观的观测到焊接点的温度信息,及时准确的掌握焊接温度情况,保证焊接质量。 红外热像仪远程实时监测焊点温度,实现非接触式的温度测量,无需接触焊接部位,避免了传统测量方法的缺点。红外热像仪远程实时温度监测辅助精确控制焊接温度,保障焊接质量达到最佳状态,提高生产效率。
一、 为什么需要红外监测摩擦焊接温度? 摩擦焊接过程中,热量的产生和温度分布直接决定了材料的塑性流动、冶金结合和最终性能。传统方法(如热电偶)难以准确、快速地测量动态旋转界面温度。 红外监测的核心优势: 非接触测量: 不干扰焊接过程和工件运动。 响应快: 毫秒级响应,能捕捉温度的瞬时变化。 全场/多点测量: 可获取整个焊接区域的温度分布(热像图)或关键点的温度曲线。 实时反馈: 为闭环过程控制提供直接数据输入。 二、 红外监测系统的基本组成 红外热像仪: 提供整个焊接区域的二维温度分布图像,能全面反映温度场的不均匀性、热影响区范围,信息更丰富。 光学窗口与保护:焊接区域通常有飞溅的金属屑和强烈辐射,需要耐高温、防污染的锗玻璃或石英玻璃窗口来保护红外镜头。 可能还需要空气或氮气吹扫系统,保持窗口清洁,防止烟雾和颗粒物干扰。 数据采集与处理单元:采集温度-时间数据或热图像序列。软件用于实时显示、记录、分析和设定报警阈值。 安装与瞄准系统:需要稳固的支架,确保光学路径对准被测区域。对于旋转摩擦焊,通常监测固定侧的近缝区。
三、 监测的关键技术要点与挑战 发射率的确定与校正: 最大挑战! 金属表面的发射率受材料、氧化程度、温度和表面粗糙度影响极大。新生成的摩擦表面发射率可能不断变化。 解决方案: 需要通过实验标定、使用热电偶辅助校正、或选择发射率相对稳定的特定波段(如短波红外)来减小误差。 背景辐射与干扰: 焊接环境中的高温夹具、飞溅物、环境光源等都会产生干扰辐射。 解决方案: 合理设置屏蔽、使用窄带滤光片(只允许特定红外波长通过)、以及通过软件算法过滤瞬态干扰。 空间分辨率与测量位置: 需要确保测量点或区域能真正代表焊接界面的温度。由于摩擦焊的热影响区窄,需要足够高的空间分辨率。 测量点通常选择在焊缝界面紧邻的静止侧,以避免旋转造成的测量困难。 动态响应与采样率: 摩擦焊接过程(尤其是惯性摩擦焊)温度变化极快,要求红外设备具有高的采样率和快速响应时间。 四、 红外监测数据的应用 工艺开发与优化: 建立温度-时间曲线与焊接参数(转速、压力、时间)的关系。 确定最佳焊接温度窗口,避免过热(晶粒粗大)或欠热(结合不良)。 在线质量监控与闭环控制: 将实时温度信号作为反馈,动态调整顶锻压力或焊接时间,实现自适应控制,补偿来料差异。 设定温度上限/下限,对超差工件进行自动报警或分选。 缺陷检测与诊断:异常的温度曲线或不均匀的温度场可以预示缺陷,如未焊合、夹杂、偏心等。 过程研究与建模验证:为摩擦焊接的热过程数值模拟提供关键的实验验证数据。
|

| 打印 | 关闭 |
